Crankshaft Boring
Rigibore’s crankshaft boring solutions feature ActiveEdge in a closed-loop, fully automated system or our digital boring solution, Smartbore.
Both solutions are accurate to one micron on diameter and are designed to achieve the desired tolerances and surface finish and produce precise, cylindrical bores. Their use leads to a higher Cpk with less variation and more consistent output.
Line boring bars are traditionally used to bore the journals to accept the crankshaft bearings. To ensure concentricity & accuracy, the bars have a pilot that enters a support bearing or the boring bars have guide pads for support.
In high volume engine manufacture, line boring bars are considered the best solution for the simultaneous boring of journals in a crankcase, however in lower volume environments, boring bars with guide pads (due to the diameter to length ratio of the boring bar) are often used.
Rigibore’s crankshaft solution
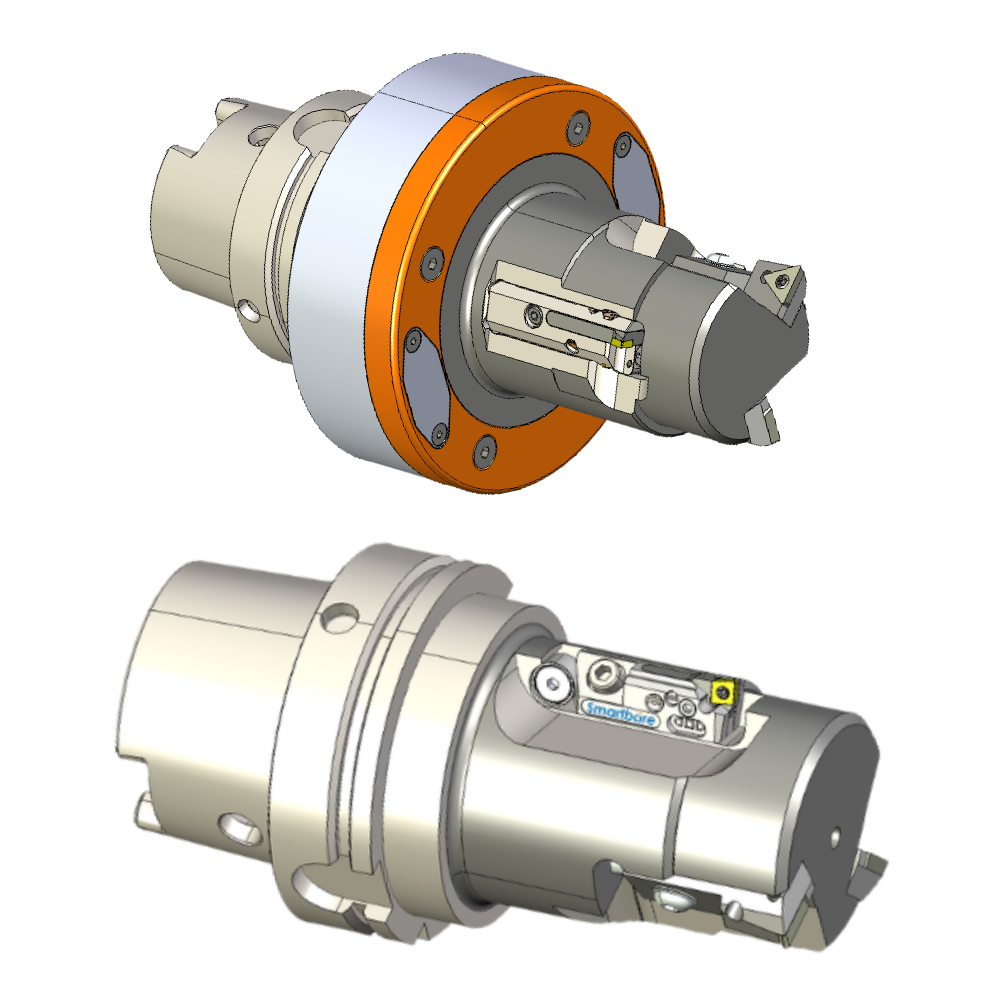
Rigibore offers a solution with a replaceable fixed pocket assembly at the front of the tool for semi-finishing. It also features either Smartbore or Active Edge cartridges for finishing. Both use ISO indexable inserts, making set-up and maintenance much easier.
Tool One
Short tool with a semi-finish cartridge and either an ActiveEdge or Smartbore cartridge. This tool is used to machine the first journal which acts as support for the line bar.
Tool Two
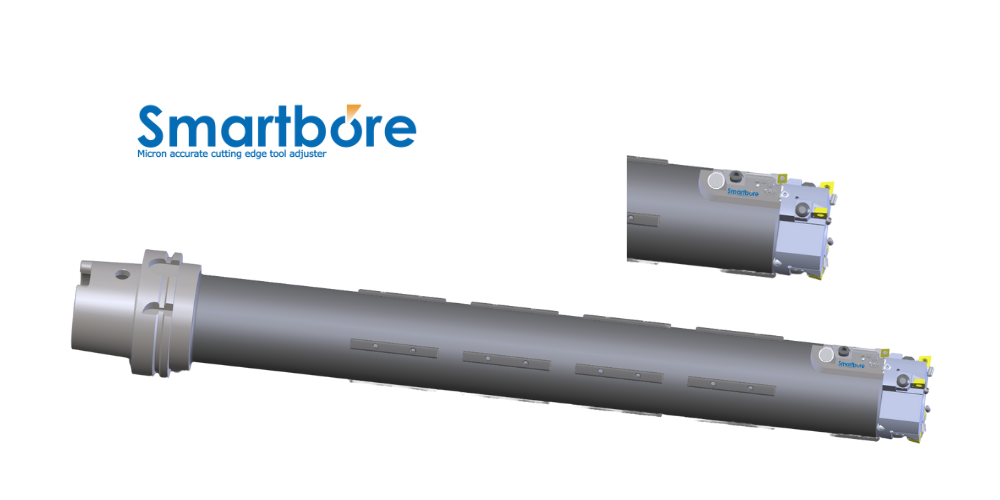
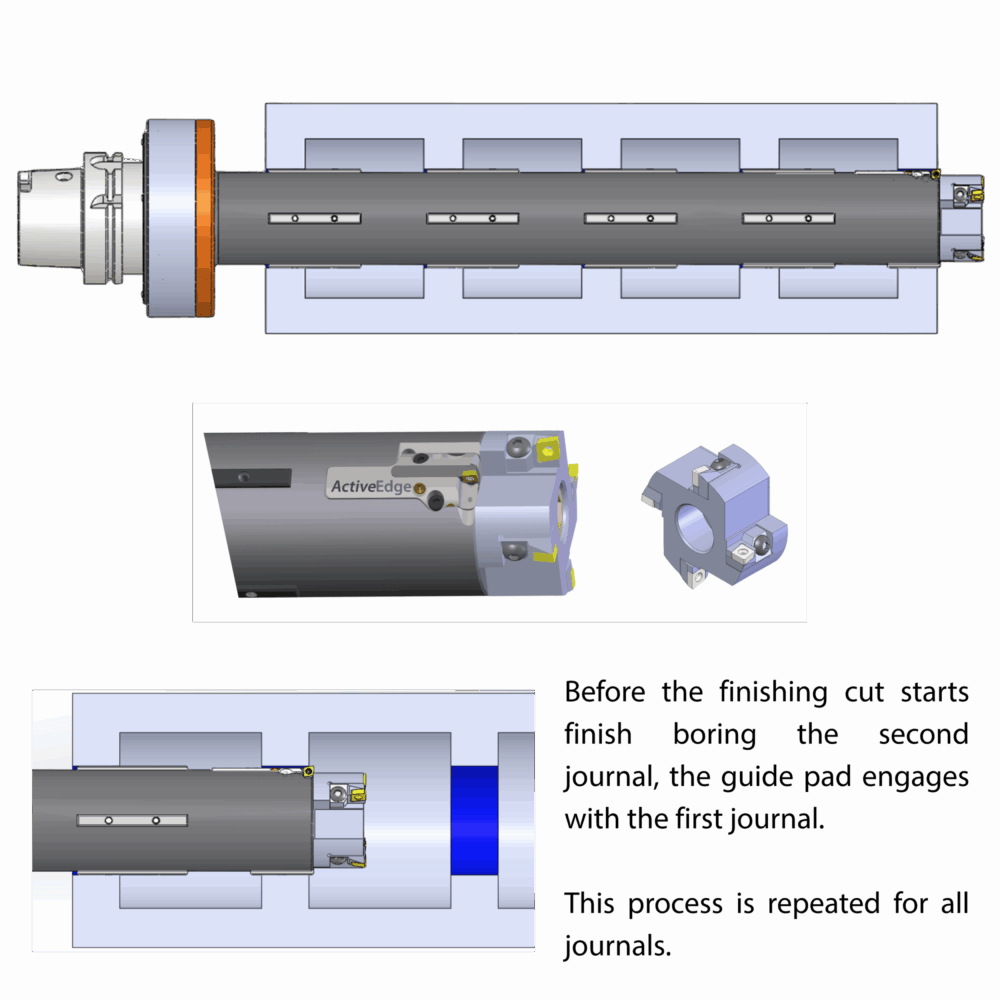
This line boring bar includes a replaceable fixed pocket modular assembly with ActiveEdge cartridges and carbide pads for stability.
This tool is fed to a position where the guide pads support the tool in the first journal before machining the second journal. This process is repeated until all the journals are machined.
Once all the journals have been machined, the bar is retracted by back feeding through the last journal and rapid feeding to the next journal. This is repeated until the bar is fully retracted.
A line bar with a Smartbore cartridge can be used as an alternative to ActiveEdge.