Connecting Rod Boring
Precision machining of connecting rods is crucial because it directly impacts engine performance, reliability and lifespan. Rigibore’s ActiveEdge technology ensures that accuracy is consistently achieved machining the bores in a high volume production environment.
Connecting rods must fit precisely into the crankshaft and piston assemblies. An imperfect fit can lead to increased friction, heat buildup and even bearing failure.
Tool Design & Process
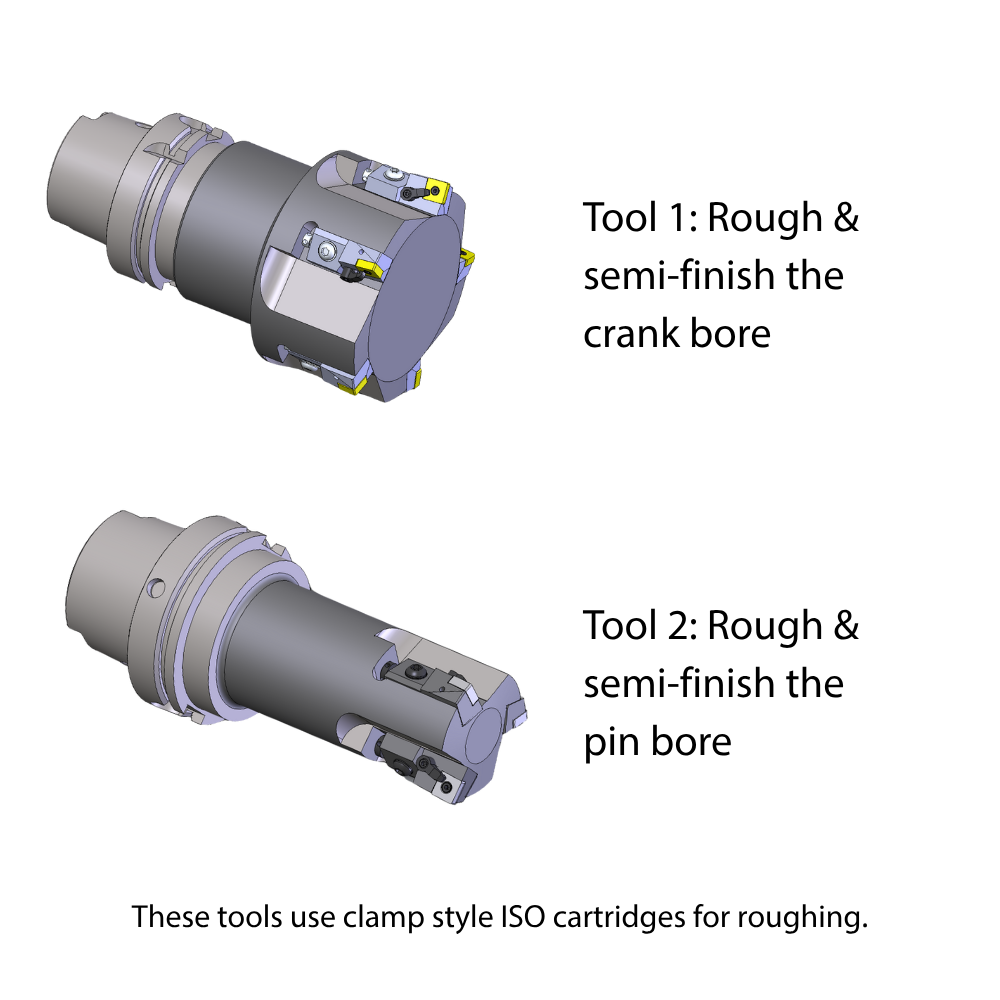
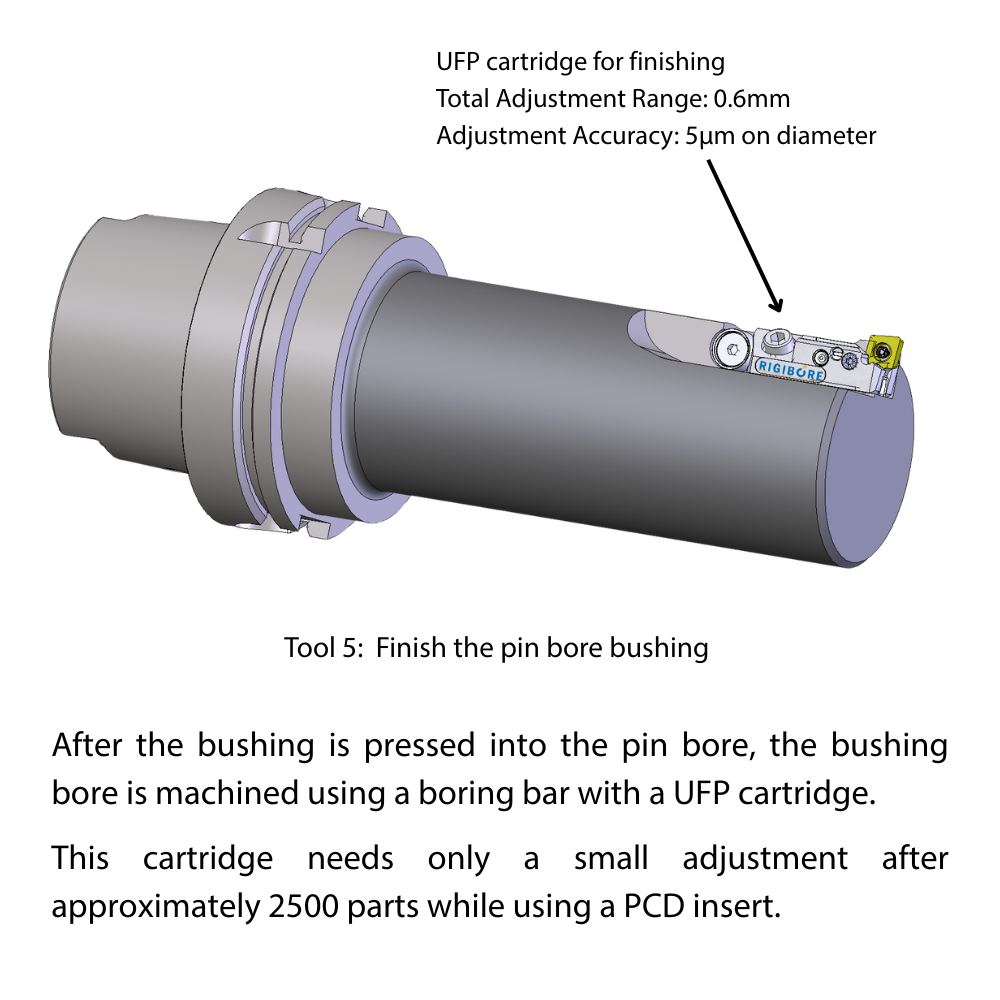
Rigibore’s solution for machining the pin and crank bore and finishing the pin bushing bore comprises five tools; two roughing tools, two ActiveEdge finishing tools and a UFP cartridge finishing tool.
The pin bore is roughed and finished using a tool fitted with three ISO cartridges. The crank bore follows with a tool with five ISO cartridges.
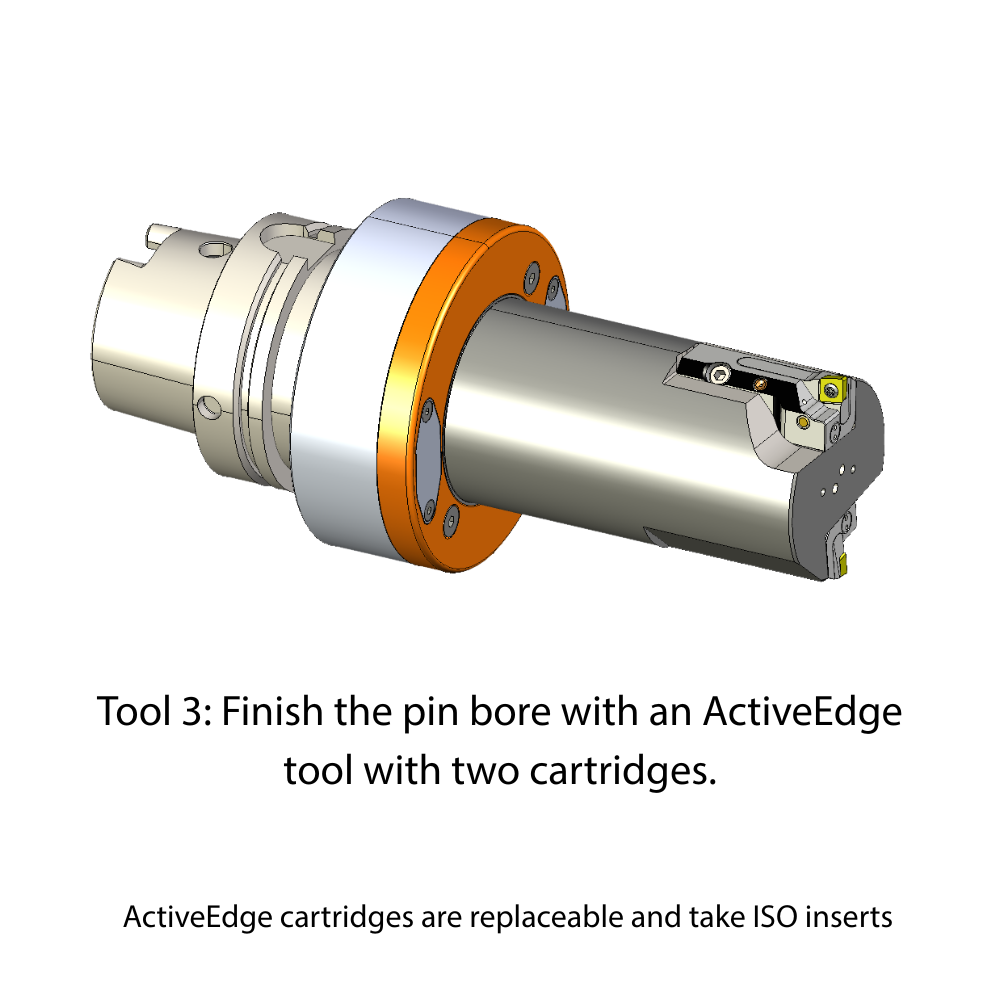
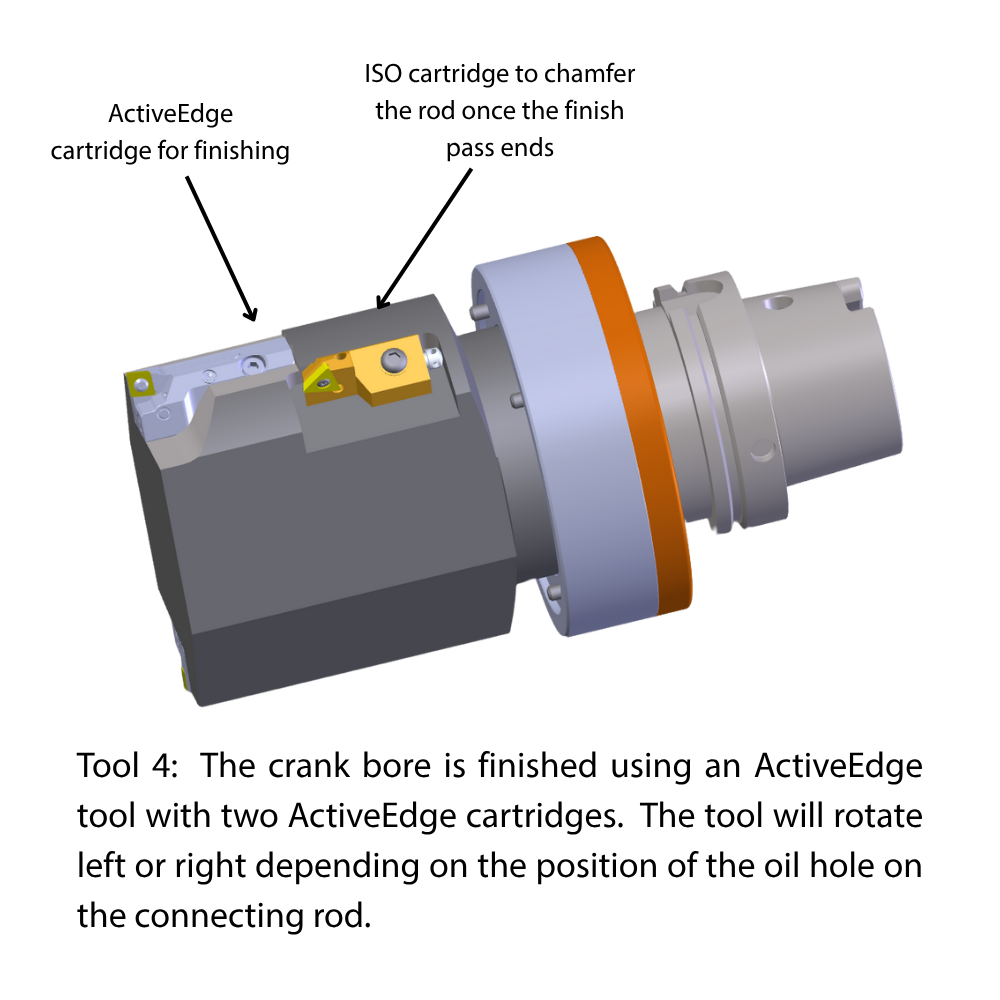
The pin bore is finished using an ActiveEdge tool with two ActiveEdge cartridges. The tool will be fitted with RH (right hand) or LH (left hand) cartridges depending on the position of the oil hole in the connecting rod. This is to avoid leaving a burr after machining.
The bores are probed to check the tolerance. The frequency of probing should be determined by the inspection department by monitoring insert wear. ActiveEdge tooling will adjust automatically with the tool out of the spindle ready for the next part, avoiding a cycle stop for adjustment.
The crank bore is finished using the same process.