Cylinder Boring
Rigibore uses its unique technologies, ActiveEdge and Smartbore to offer custom boring solutions for cylinder boring.
Using Rigibore’s closed loop ActiveEdge system with data capture de-skills the process and reduces the number of tools required to machine this cylinder bore.
Using a tool that semi-finishes, finishes and produces chamfer or counterbore features with one tool reduces cycle time and increases productivity.
The required bore size can be held to a much closer tolerance due to micron adjustment on diameter. This can be achieved by reducing the upper and lower limits from nominal in the macro that controls the requirement for an adjustment. Where the next operation is honing, cycle time will be reduced by machining more accurate and consistent bores in the finishing operation.
Tool Design
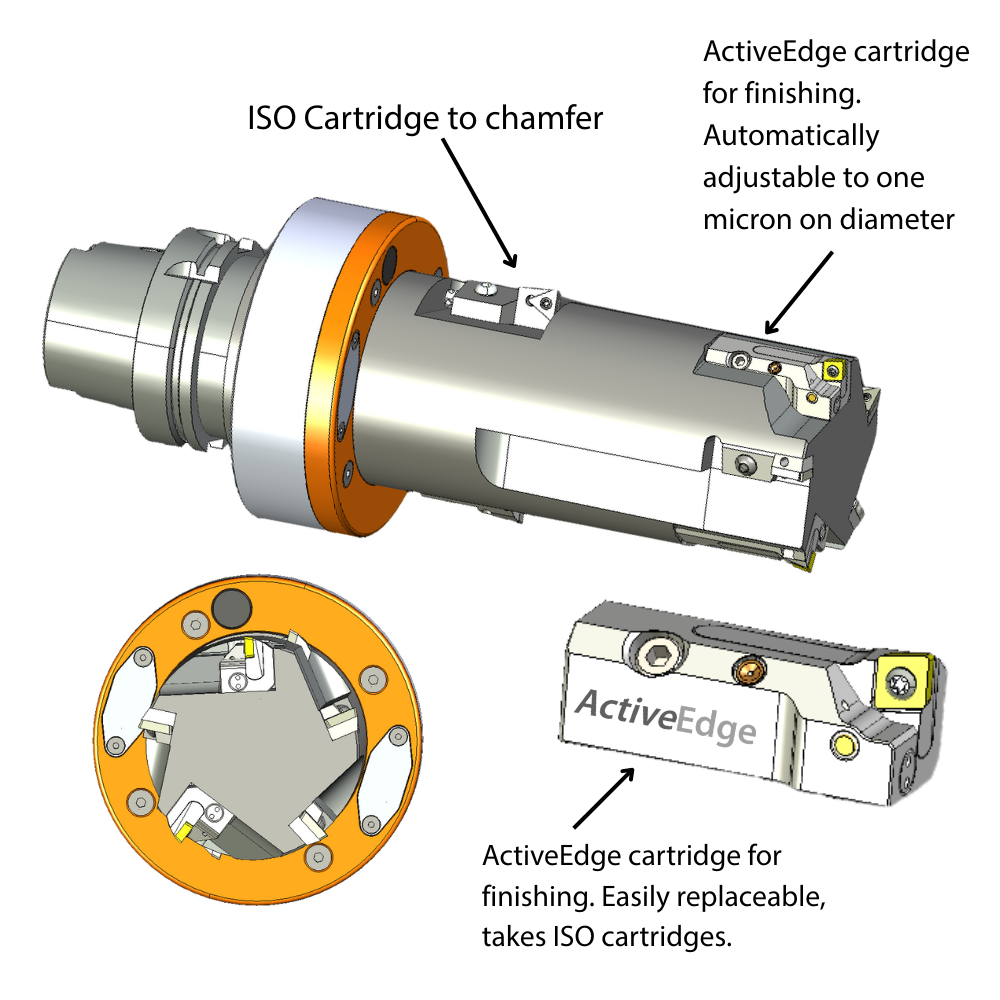
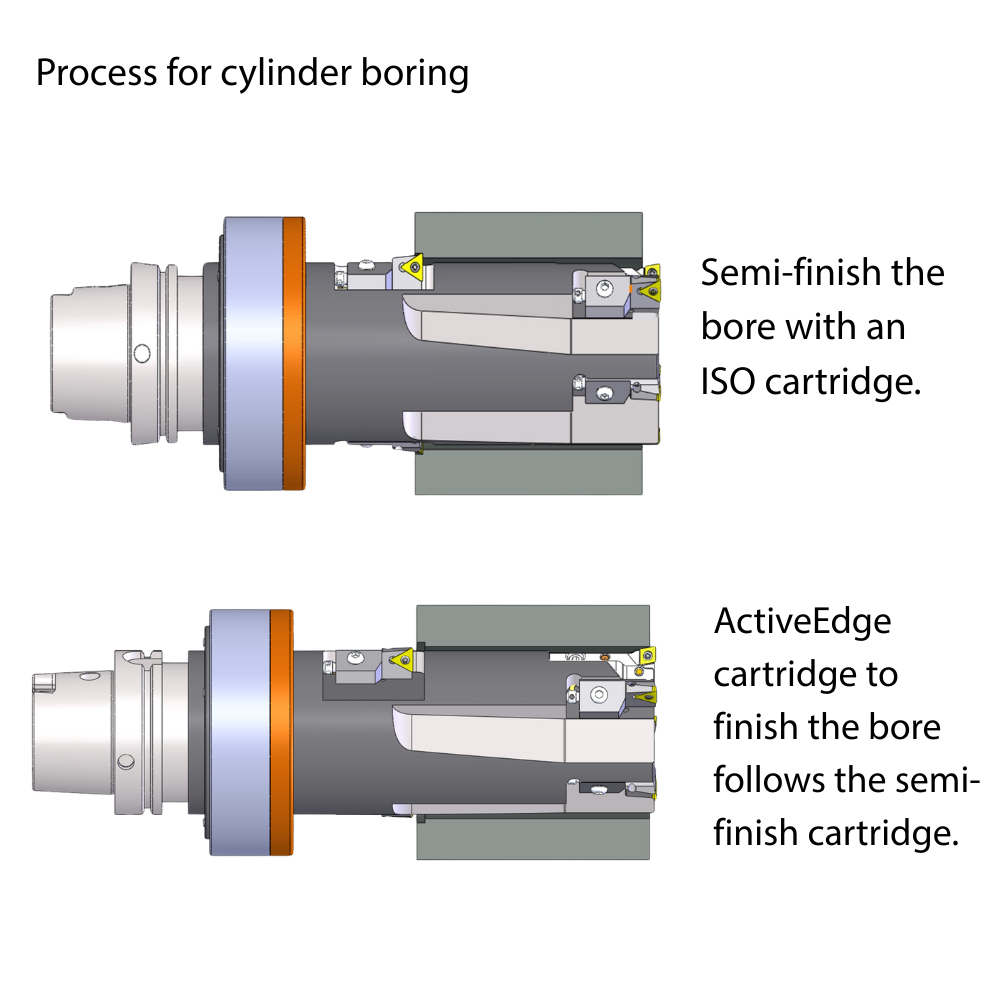
Rigibore’s solution comprises one combination boring bar to semi-finish, finish and chamfer the bore.
A boring bar with three semi-finish cartridges is set to lead the finishing cartridge by 0.100/0.150 microns (depending on the insert). The bar also has two ActiveEdge finish cartridges to increase the feed rate.
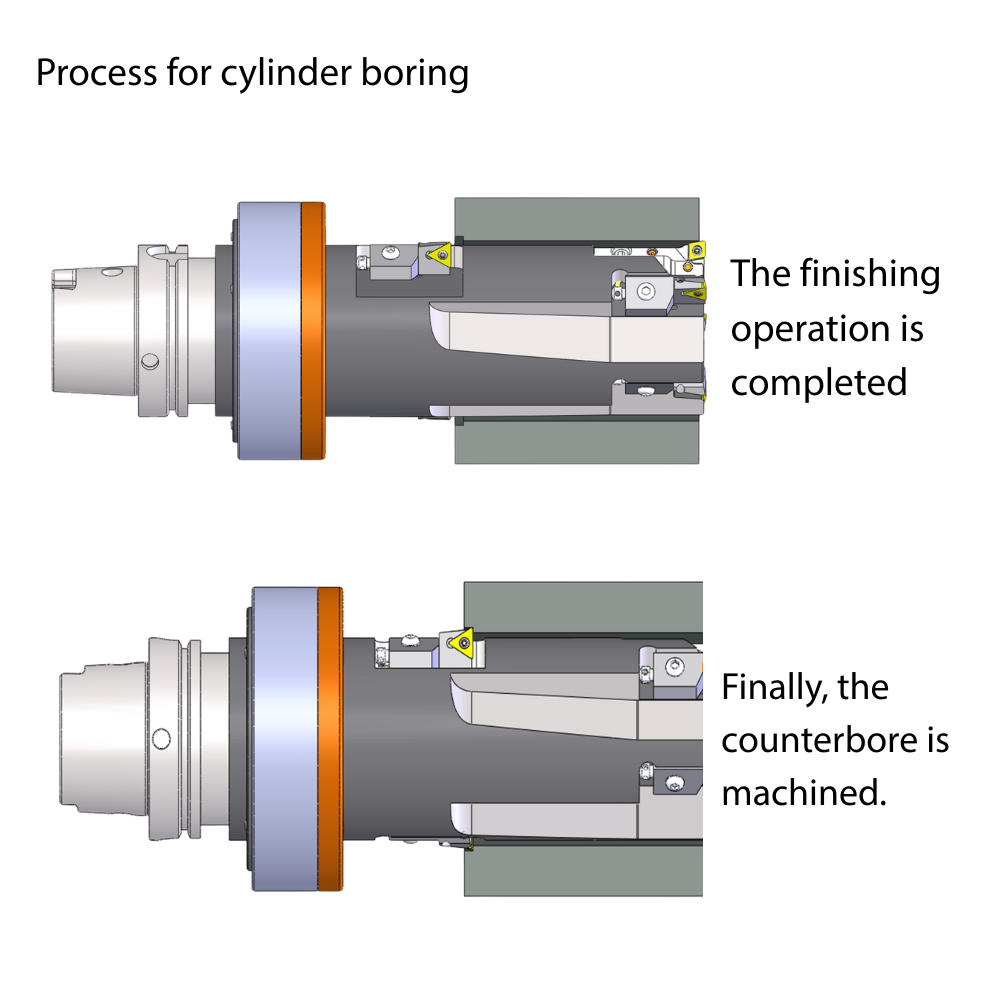
The cartridges are positioned radially to allow the tool to be offset and the end of the cycle for rapid retraction. A chamfer or counter-boring cartridge follows the finishing cartridges to complete the feature at the start of the bore.
Cycle time is significantly shortened by reducing the number of tools required and automatic adjustment using in-process measurement and the machine tool control eliminates the need for manual adjustment.