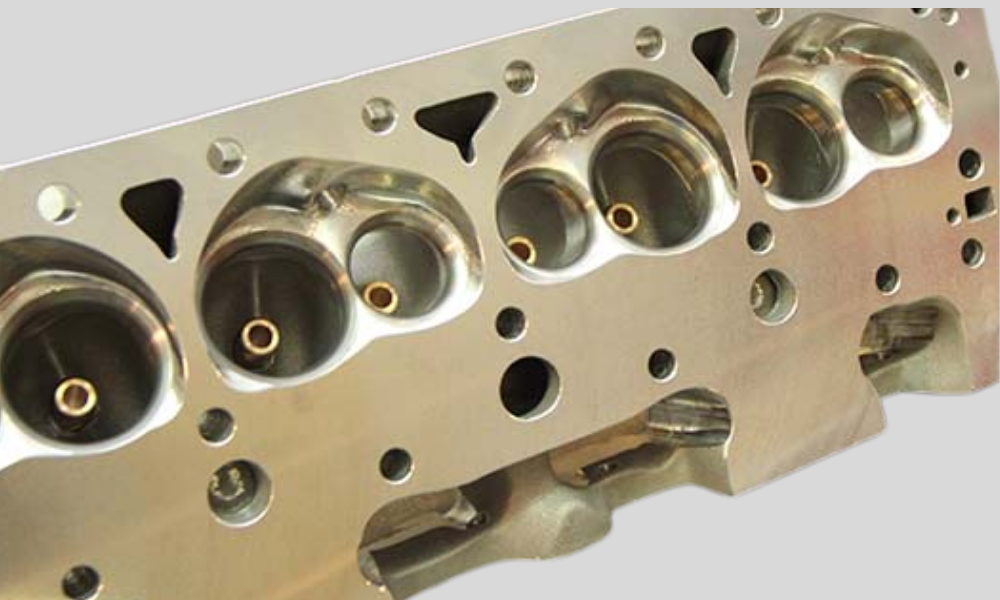
Valve Guide Valve Seat Boring
Rigibore applies a time and cost saving approach to tooling for Valve Guide Valve Seat bores.
A more accurately bored valve seat angle leads to a better seal, which in turn contributes to lower emissions and improved engine performance because a good seal prevents leakage and ensures efficient combustion.
Tool Design and Process
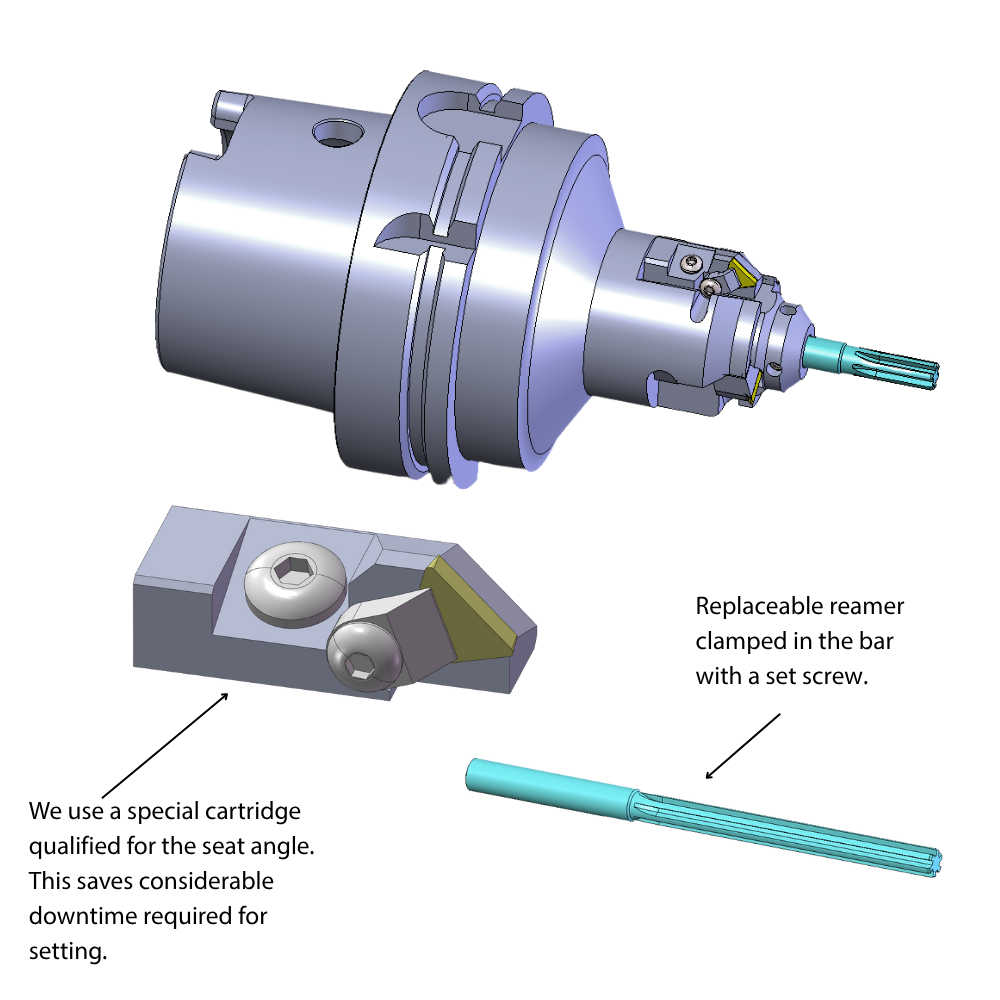
Rigibore’s solution uses a boring bar assembled with a qualified cartridge and a reamer to finish machine the seat angle and finish ream the valve guide.
The tip seat position of the cartridge and angles are held to a tolerance of +/-.05° and the insert angles are ground to the same tolerance. The toolholder body has a precision pocket to hold the cartridge for machining the valve seat angle and a precision hole for the reamer to finish the valve guide.
The cartridge pocket is designed to take an indexable insert. In the example shown we use a full top CBN insert that can be indexed without the need to take the tool back to the presetter.